
Abaqus焊接热源子程序插件-WeldFlux使用说明
WeldFlux's 帮助文档
最新版本: WeldFlux 1.7.0
作者: lglhit
Email: cheneyjin@gmail.com
WeldFlux 是一款运行于Abaqus CAE中的GUI插件,用于快速生成焊接/增材制造中的分布热流子程序-DFLUX。开源版本见于:https://github.com/cheneyjin/welding_dflux_subroutine.
正式版本需要联系购买。
版本说明
v1.5 (April,2022) 最初版本,包含直线及圆弧型焊接路径。(开源)
v2.0-dev (May,2022) 加入3D打印功能。(开源)
v1.6 (Oct. 2022) 加入自由焊接路径。(正式版本)
v1.6.1 (Nov. 2022) 加入脉冲/CMT功能。
v1.7.0 (Feb. 2023) 加入摆动焊接功能,自由路径下不再需要两侧焊趾数相等。
安装
将'WeldFlux170'文件夹放置于 abaqus_plugins 目录。
windows系统下一般位于%HOMEPATH%/abaqus_plugins
运行
启动abaqus CAE, 点击菜单栏中的plug-ins --> WeldToolkit-->WeldFlux170运行。
推荐在Assembly及之后模块运行。
功能与特征
支持平面高斯、双椭球体以及圆锥体热源模型
支持直线型、圆弧型以及自由路径焊接(仅正式版本)
支持常规以及脉冲焊/CMT焊接
支持摆动焊接
使用说明
阅读详细使用说明前,建议先参考以下视频教程:
插件基础操作 https://www.bilibili.com/video/BV1bZ4y1U7Ho/
空间自由路径焊接 https://www.bilibili.com/video/BV1Ve4y147ke/
3D打印直线焊缝 https://www.bilibili.com/video/BV1mT4y1z71p/
3D打印弧形焊缝 https://www.bilibili.com/video/BV13v4y1N7uA/
脉冲及CMT焊接 https://www.bilibili.com/video/BV1LK411R77m/
摆动焊接 https://www.bilibili.com/video/BV11A411C7mw/
基本使用流程:需要给定焊接工艺参数、热源模型参数以及焊接路径(分别对应插件的Weld Parameters, Model Data, Weld Path 3个标签页),设置好之后点击Apply,或OK按钮,在当前目录生成dflux.for子程序文件。在一些复杂路径的算例中,同时还会生成一个Modules.inc文件,这两个文件都是计算所必需的。
Weld Parameters标签页:
用于给定焊接工艺参数,在输入焊接工艺参数的时候,需特别注意物理量的单位!
如采用的是激光焊等的焊接方法,没有电流、电压参数时,则需要让电流与电压的乘积等于激光输入功率。
启用脉冲焊/CMT功能时,上方输入为峰值电流电压,而下方输入的是基值电流电压。
Model Data标签页:
此页用于设定热源模型参数,长度单位为mm。热源模型支持下面3种类型:
(1) 平面高斯热源

式中,a为焊接方向半轴长,b为焊缝宽度方向半轴长。
(2) 双椭球体热源
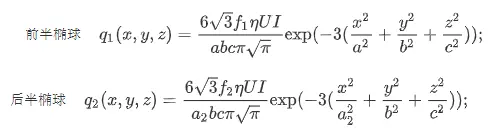
式中,a为前半椭球焊接方向半轴长;a2为后半椭球焊接方向半轴长;b, c分别为焊缝宽度及深度方向半轴长;
f1, f2为前后半椭球能量分配系数,且f1+f2=2,前后半椭球能量比Ratio=f1/f2;
f1, f2并不显式地出现在插件界面里,但一般应令Ratio=a/a2,以满足能量分布的连续。
(3)高斯锥体热源

式中,a, b分别为圆锥体上下表面有效加热半径,c为作用深度。
应保证b不等于0,以防出现数值奇异。
Weld Path标签页:
用于指定焊接路径。
路径选择方式采用与abaqus CAE交互方式进行。
点选相应指针按钮,在CAE界面中选取或输入。
本插件仅支持选取网格节点(Node)或基准点(Datum Point),在选取单个点时,允许在提示区直接输入坐标值 。如果在CAE界面点选的同时也输入了坐标值,则以界面点选为准。
共有3种路径类型:直线型、圆弧型以及自由路径。
直线型路径
需要给定Start Point(起点),Along Point(途经点,不能与起点相同),Toe Point(焊趾点)。
对于有余高焊缝,应保证这3点均位于热源的上平面上。
圆弧型路径
需要给定Start Point(起点),Along Point(途经点1),Along Point2(途经点2),Toe Point(焊趾点)。
焊接方向为起点-->途经点1-->途经点2。
应保证起点、途经点1和途经点2位于一个半圆周以内。
对于有余高焊缝,应保证焊接过程中热源上平面会扫过这些点。
自由路径
需要给定Start Point(起点),Along Point(途经点),Toe Path1(一侧焊趾点序列),Toe Path2(另一侧焊趾点序列)。
Along Point用于指示焊接方向,应尽量靠近起点选取。
如果焊趾路径为特征边,可按特征一次性选取焊趾序列。
对于有余高焊缝,应保证焊接过程中热源上平面会扫过这些点。
除生成子程序外,在自由路径方式下,CAE提示区会给出焊接此路径所需的时间。
满足条件的圆弧型路径,也可用于自由路径方式,且自由路径方式由于避免了三角函数运算,计算速度更快。
路径包括焊趾均不能交叉
摆动焊接
勾选 Enable Swing Welding,启动摆动焊接功能。
需要给定Swing Width(摆动宽度),Frequency(摆动频率),Dwell Time(两侧停留时间)。一个摆动周期内停留两次,因此停留时间不能大于摆动周期的一半。
为能准确地捕捉热源摆动,分析步中最大增量步应小于摆动周期的1/4。
特别注意
子程序中默认使用毫米-吨-秒单位制,因此推荐建模时最好使用同样的单位制。如非此单位,则需对子程序进行相应修改。
均匀、规整的网格是精确计算的前提。一般为得到准确温度场,焊缝网格尺寸应小于热源模型中有效加热半径(或相应值)的一半。
在计算脉冲及CMT焊接时,最大增量步长应小于1/2脉冲周期。
在计算摆动焊接时,最大增量步应小于1/4摆动周期。
购买与授权
本版插件适用于Abaqus6.14及以上版本,windows系统。Linux系统下应用需另外定制开发。
购买前需提供硬盘序列号用于绑定许可,插件仅能在许可电脑上使用,但对生成的子程序没有限制,可在任意电脑上运行。授权永不过期。
注:在cmd命令行下输入以下命令获取硬盘序列号:
wmic diskdriver get serialnumber
对于多硬盘情况,默认绑定的是“磁盘0”,通过以下命令获得:
wmic diskdrive where index=0 get serialnumber
不提供插件核心源代码。
包含售后技术支持及小版本更新。
联系购买及技术支持,请加QQ:55812761。
