
你了解(inconel718/NO7718)是什么材质吗!
Inconel 718概要:
Inconel 718是沉淀强化的镍基高温高强合金 Inconel 718在-253~700℃温度范围内具有良好的综合性能,650℃以下的屈服强度居变形高温合金的首位,并具有良好的抗疲劳、抗辐射、抗氧化、耐腐蚀性能,以及良好的加工性能、焊接性能和长期组织稳定性,能够制造各种形状复杂的零部件,在宇航、核能、石油工业中,在上述温度范围内获得了极为广泛的应用。
前言
Inconel718是镍基高温合金,具有良好的抗热疲劳、抗氧化和冷、热加工性能,并在650 ℃具有较高的强度和良好持久、疲劳性能[1-2]。被广泛应用于制作航空发动机的气压机盘、涡轮盘、机匣和叶片等高温结构部件。Inconel718高温合金的热处理方式主要由固溶处理和时效处理两部分组成。经固溶时效处理后析出体心立方γ"和面心立方γ'沉淀强化相。其中亚稳相γ"(Ni₃Nb)是主要强化相,γ'为辅助强化相(Ni₃AlTi)。另外,δ相(Ni3Nb)为γ"相的平衡稳定相,在一定条件下γ"会转变为δ相。采用不同的热处理工艺可使合金获得不同的组织结构,且合金中γ',γ"和δ相具有不同的形态和体积分数[3-4]。因此使合金呈现不同的力学和蠕变性能等。目前,对该合金的时效研究主要为标准的“双8时效”制度[5],而且多集中于对母材的热处理相变和组织性能研究[6-8],对焊缝的时效组织变化规律研究很少。最近,美国通用电气公司在某份研究报告中针对Inconel718高温合金提出了"短时效"的热处理制度[9],因此采用两种时效制度进行对比研究,分析其对焊缝和母材的微观组织、相组成和显微硬度的影响规律,为Inconel718产品焊后热处理提供依据。
1 试验材料及工艺
Inconel718合金铸锭经开坯、锻造成φ420 mm×200mm的锻件。铸锭的高温扩散退火工艺为:1160 ℃/24 h+1190℃/72h。锻件采用真空感应+真空自耗的双联冶炼工艺,再经等温锻造而成。初锻温度为1100℃,终锻温度为950 ℃。
合金的化学成分如表1所示。

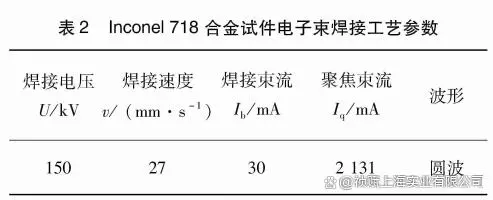
采用线切割工艺从φ420 mm×200 mm的合金锻件上直接切取若干规格为150 mm×80 mm×4 mm试件用于电子束焊接试验。电子束焊接设备为K49-G150-CNC型高真空电子束焊机,焊接前试件装夹结构如图1所示。焊接参数如表2所示。

焊接完成的试件分别采用两种时效处理方案:
(1) "双8时效"制度:720℃±6℃并保温8h,以(45~65)℃/h冷却速度到620℃,并在620℃±6℃保温8 h后空冷。
(2) "短时效"制度:真空加热到760℃±14 ℃并保温5h,炉冷至649℃,在649℃±14 ℃保温1 h,空冷至427 ℃以下。
采用上述制度处理的时效试样经研磨抛光,沿焊缝两侧对称测量显微硬度。然后腐蚀试样在金相显微镜下观察,腐蚀剂为:80% HCl+13% HF+7% HNO₃。
电子束焊完成后,沿着垂直焊缝方向将板状试件切成规格为120 mm×32 mm×4 mm的若干试样条,并按ASTM E8/E8M—2015a标准加工性能试样,进行室温力学性能检测。
2试验结果
2.1 两种时效热处理的母材金相组织
Inconel718合金经两种时效热处理后的低倍组织如图2所示。热处理前后的基体晶粒尺寸接近且比较均匀,为10~20μm。采用“双8时效”和“短时效”热处理后的晶界平直。从图2b和图2c发现两种时效处理后的晶内都有细小的粒状和针状晶体析出。

2.2 两种时效热处理工艺的焊接区微观组织经过两种不同时效热处理后,Inconel718合金试件电子束焊缝、热影响区附近的低倍组织照片如图3和4所示。从图3和图4显微组织照片发现,采用“双8时效"和“短时效"热处理后,熔合线附近晶体为短小的胞状枝晶(图3(Ⅱ)和图4(Ⅱ)区),整个焊缝中心区都呈现清晰的定向生长的树枝晶,主干细长而挺直,二次枝晶短而直,树枝晶的生长方向与焊缝中心的温度梯度垂直,一直生长到焊缝中心处相交,没有等轴晶出现。而且,两种时效热处理后的焊缝上表面和下表面的枝晶相比,焊缝上半部分的枝晶都更加细长。
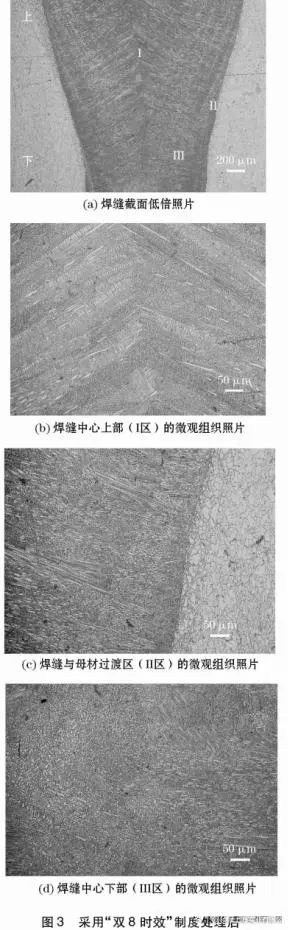

图5为
图5为不同时效热处理后的焊缝中心区金相组织,两种时效热处理后的焊缝区均为树枝晶,在枝晶主干两侧沿垂直枝晶中轴线方向析出短而直的二次晶。而且,“短时效”热处理后树枝晶和二次晶生长比较粗大,呈现鱼骨状结构。

2.3 两种时效制度热处理焊接接头的力学性能
2.3.1 时效热处理后的室温力学性能
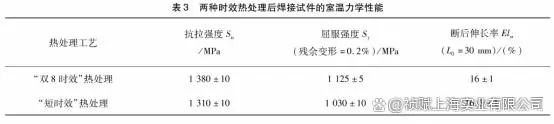
表3中列出了两种时效热处理后焊接试件的室温力学性能。“短时效”热处理的焊接试样强度略低于"双8时效"的焊接试样强度。两种热处理后的延伸率基本没有明显变化。
2.3.2 时效热处理后的显微硬度
显微硬度是一种压入硬度,反映被测物体对抗硬物体压入的能力。在进行相分析过程中,通过测量显微硬度来确定所观察组织的种类和性质。在电子束焊接过程中,焊缝金属经历快速熔化和凝固过程,为铸造组织状态。远离焊缝的金属母材保持原有组织状态不变,而靠近焊缝附近一定范围的金属受到焊缝处热量输入的影响,经历一个固态相变过程。虽然相变区内组织形貌没有明显变化,但是由于相变导致晶界已经出现较大间隙,对抗压入的能力减弱,反映为显微硬度下降。因此焊缝两侧显微硬度变化,可以判断出热影响区的大小。热影响区都是焊接接头内性能薄弱处,因此热影响区大小对焊接接头设计有重要意义。
Inconel718高温合金电子束焊接头显微硬度的测量方法为,从焊缝中心到两侧间隔一定距离对称打点检测,直到硬度值基本无变化。图6分别是两种时效热处理前后接头两侧显微硬度的变化趋势曲线。

从图6a可以发现未进行热处理的显微硬度从焊缝到母材逐渐增加。焊缝区的硬度最低为280 MPa左右,母材处的硬度最高为380~400 MPa。在焊缝和母材的中间存在一个约为1mm的硬度逐渐升高区域。说明热影响区宽度约为1mm。经过两种时效热处理后,焊缝到母材的显微硬度均匀一致,基本保持在450~480 MPa左右,采用“双8时效”热处理接头显微硬度比“短时效”热处理后的硬度略高20 MPa左右。
3 分析与讨论
通过上述试验结果发现,不论是采用"双8时效"制度还是"短时效"热处理工艺处理,Inconel 718合金母材中γ基体相中析出较多针状和粒状晶体,多分布在晶界附近。这些针状相是富含Ni、Nb、Cr和Fe等元素的δ相[10]。在高温时效过程中,Nb原子发生扩散并重新分布,促使γ"(Ni₃Nb)相依附于γ'相形核析出并长大。随着时间延长,γ"相数量逐渐增加,γ"(Ni₃Nb)转变为δ(Ni₃Nb)相,δ相起始于晶界,相互平行,并长大成粒状和针状形貌。
在进行电子束焊接时,热源集中,焊缝金属经历快速熔化和快速凝固过程,冷却速度大,因此焊缝区出现铸态组织特征,晶体为定向生长的枝晶形态10]。从图3和图4中可以看出,采用不同的时效热处理工艺,接头处熔池开始凝固时,都是在熔池边缘的温度梯度最大,同时此处为晶体形核提供了大量形核位,形核密度大,因此晶体生长速率小,从而形成胞状树枝晶。从熔池边缘到中心的晶体形貌均为细长的树枝晶与短而直的二次晶。这是由于从熔池边缘到中心的温度梯度逐渐减小,生长速度加快,形成方向性明显的树枝晶。随着树枝晶的生长析出,枝晶间的溶质浓度增高,成分过冷逐渐增加,故在树枝晶上横向析出二次枝晶。由于熔池的冷却速度较快,二次枝晶只能生长较短距离,最终形成主干细而长,横向二次晶短而直的微观组织形貌。
图3a和图4a呈现的金相组织显示焊缝上半部分的枝晶相对焊缝下部的生长更加充分,且呈细长的晶体形貌。这是由于电子束焊是高能量密度的焊接方法,可使被焊金属迅速熔化和蒸发形成焊缝。因此焊缝上部的金属熔化并伴随着液态金属的蒸发,导致焊缝上半部分的合金元素烧损相对较多。而下半部分焊缝在上部金属蒸气的反作用下,金属被排开,同时合金元素烧损蒸发受到一定抑制,有益合金元素Ti、Mo等烧损相对较少,细化晶粒作用加强,因此焊缝下部的晶粒相对细小。
图5可以说明,熔池冷却期间,枝晶两侧Cr和Fe元素富集。而δ相是富含Ni、Cr、Fe等元素的析出相,因此时效处理时促使δ相沿特定方向择优生长成针状形态。"短时效"热处理温度为760℃高于“双8时效”处理的720 ℃,从晶体动力学角度有利于晶体析出和长大,因此焊缝内树枝晶和二次晶体比"双8时效"后焊缝区晶体更加粗大。
焊缝区金属经历电子束焊接重新熔化,超过其固溶温度(960 ℃),母材中原有的强化相γ"、γ'重新溶入γ奥氏体组织中,导致焊缝区的硬度最低。在近缝区固态金属受焊缝热量影响发生相变,晶界出现增宽和松动,远离焊缝区影响逐渐减小。因此从焊缝到母材,显微硬度逐渐增加。经过时效热处理后,强化相在焊缝和热影响区都均匀析出,因而显微硬度与母材一致。
"短时效"的温度为760℃,有利于Al、Ti、Mo、Nb合金元素的析出,因而γ'(Ni₃AITi)和γ"(Ni₃Nb)强化相析出能力提高。但γ"是亚稳定相,在高温下容易转变为δ相,从γ"相(Ni₃Nb)到稳定的δ相(Ni₃Nb)为体心立方结构到正交结构的转变,随着δ相长大,与基体失去共格界面,其晶格畸变强化作用减弱。另外,由于“短时效"的温度比"双8时效"温度偏高,从γ"相转变为δ相的晶格势垒小,故δ相的数量相对增加,过多的δ相会消耗大量固溶强化元素,削弱了基体强度,导致试件的抗拉强度和屈服强度呈现下降趋势,这与显微硬度的变化规律是一致的。
4 结论
(1) 两种时效热处理后,母材基体中析出较多针状和粒状δ相,相互平行,并长大成粒状和针状形貌。
(2) Inconel718合金电子束焊缝为铸造组织特征,枝晶主干细长挺直。由于枝晶间的Cr、Fe元素出现成分过冷,导致二次晶为择优生长的δ析出相。
(3)由于"短时效”热处理的温度偏高,有利于γ"亚稳定相向δ稳定相转变。随着δ相数量增加和长大,共格界面消失,其晶格畸变强化作用减弱。同时,过多的δ相会消耗大量固溶强化元素,削弱了基体强度,导致焊件的抗拉强度、屈服强度性能和显微硬度均呈现下降趋势。断面伸长率基本无变化。
