
MSA中的重复性和再现性怎么做?一步步教你!

测量系统分析是质量管理体系五大工具之一,而重复性和再现性是计量型测量系统分析的评价方式之一,在制造行业广泛应用。但在现实运用中,存在各类问题,本文将详细阐述重复性再现性应用的整个过程。
重复性和再现性分析前准备
■ 工艺参数的确定
每年年初根据控制计划要求,制定测量系统分析计划。
■ 量具的选择
确定该工艺参数规定的量检具规格;核查该量具是否经过校准、检定,是否在有效期内,状态是否完好;该量具的最小分辨率须符合不大于工艺参数公差的1/10原则;且工艺参数需落在量具的2/3以上最好,如现有量检具无法满足,应选择最接近的为好。
如:工艺参数为(101±0.3)mm,公差的1/10为0.06mm,选择的量具应符合分辨率不大于0.06mm,量程为(0-150)mm,控制计划上规定用(0-150)/0.02mm的游标卡尺符合要求。
另如:工艺参数为(25±0.3)mm,现场有(0-150)/0.02mm和(0-300)/0.02mm两种规格的游标卡尺,应选择(0-150)/0.02mm的规格为好。
合适的测量单位
■ 人员的选择
选择的3名被分析的人员,需是参与该工艺参数日常控制的检验人员,且应能熟练使用规定量检具实施检验。
■ 样件的选择和编号
根据该工艺参数在以往加工过程中的波动,选择性的准备样件,确保10个样件测量值需覆盖整个生产波动范围,即应覆盖整个公差带,需要时可包括不合格样件,但不合格样件不能超出公差的1/10要求。因此样件的选取尽量避免集中在短时间内同一生产批次选取;应在较长时间段,不同批次抽取,确保样件尽可能代表整个生产波动范围,适当时也可加工需要的尺寸样件。
在样件隐蔽不易发现位置进行编号,避免测量者能发现。样件上的尺寸棱边应打磨彻底去毛刺,表面平整光滑。样件的正确选择对重复性再现性的分析非常重要,可以在应用中避免走很多弯路。根据生产过程的特性,同一批次短时间内加工的产品由于人、机、料、法、环、测等因素稳定,所以加工的产品尺寸波动小,从而抽出的 10个样件尺寸接近,在这种情况下实施重复性再现性分析,结果不能客观反应测量系统分析的真实情况,且会很不理想。

选样太窄,在过程平均附近抽出样品测量分析结果比实际不好
选样太宽,比过程分布更宽的范围内抽出样品测量分析结果比实际好

选样正确,样品充分反应在整个过程分布时才有意义
数据的采集
测量时应采用盲测法。盲测是指在实际测量环境下,在操作者事先不知正在对该测量系统进行评定的条件下,获得的测量结果。实际操作中大多只能实现部分盲测。每个测量者测量 10个样件各 3次,分三次测量。具体步骤如下:
■ 第一次测量
样件摆放排序,准备好场地,随机排好样件,记好编号。摆放样件时测量者回避。专人记录,一个测量者测量时,其他两人回避,互相不应交流;专人(非测量人员)监督测量过程量具是否熟练操作、读数是否准确。第一个测量人员完成后,第二、第三测量人依次完成测量。
■ 第二次测量
样件再次摆放排序随机调整样件摆放次序,记好编号。摆放样件时测量者回避。专人记录一个测量者测量时,其他两人回避,互相不应交流;专人(非测量人员)监督测量过程量具是否熟练操作、读数是否准确。第一个测量人员完成后,第二、第三测量人依次完成测量。
■ 第三次测量
步骤同第二次测量。
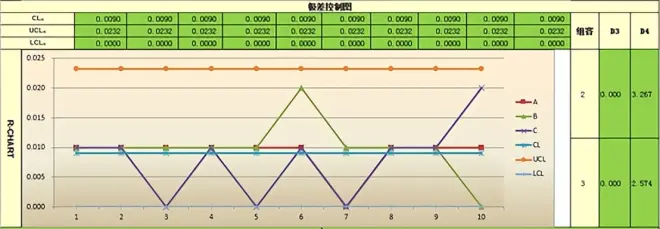
数据整理分析
■ 数据整理
将收集的数据整理后,录入MSA表中,经过数据计算按照接受准则判断就可得出分析结论。


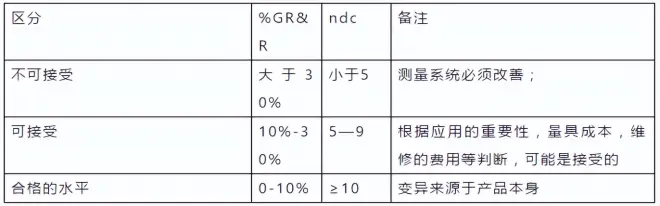
■ 重复性和再现性接收准则
改进
根据数据汇总处理后的结论,对不可接受的测量系统实施改进。可从以下原因进行分析,并实施改进。改进后再次分析数据,直至测量系统可接受。
重复性与再现性不可接受的原因:
■ 若重复性比再现性变差大,可从仪器需要维护、量具应重新设计来提高刚度、夹紧和检验点需要改进、存在过大的零件内变差分析原因,实施改进。
■ 若再现性比重复性变差大,可从测量人员需要更好的培训如何使用量具仪器和读数、量具刻度盘上的刻度不清楚、需要某种夹具帮助测量人员提高使用量具的一致性分析原因,实施改进。
文章转自网络,如有侵权请联系删除。
